半導体パッケージ内部に用いられる接合材料には、熱抵抗の低さが求められます。接合材料自身だけでなく、接合する界面の熱抵抗を評価する必要があります。ただし、この熱抵抗は非常に小さいため評価は困難です。接合材料の界面熱抵抗を正しく測定する方法をご紹介します。
まず、構造関数と時定数の関係についてみていきましょう。
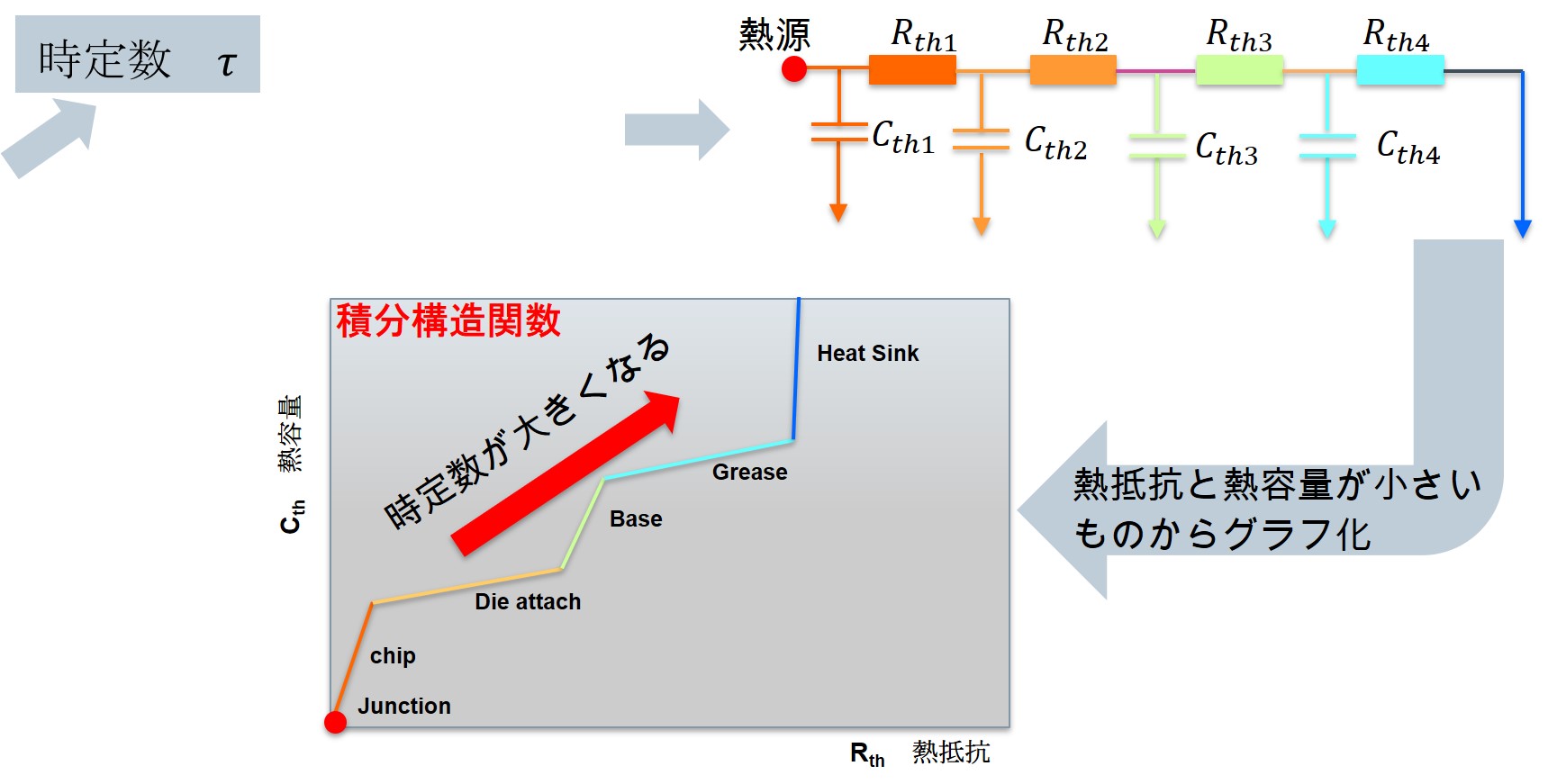
測定された温度カーブの形が時定数によって変わります。各箇所の時定数の中身を熱抵抗と熱容量に分解し、熱源からRCラダーモデルとして並べていきます。こちらの熱抵抗と熱容量を昇順に並べていき、グラフ化したものが構造関数になります。
構造関数の根本から熱抵抗値、熱容量値小さいものを積算して並べています。このため、熱源に近いほうが時定数も小さくなります。
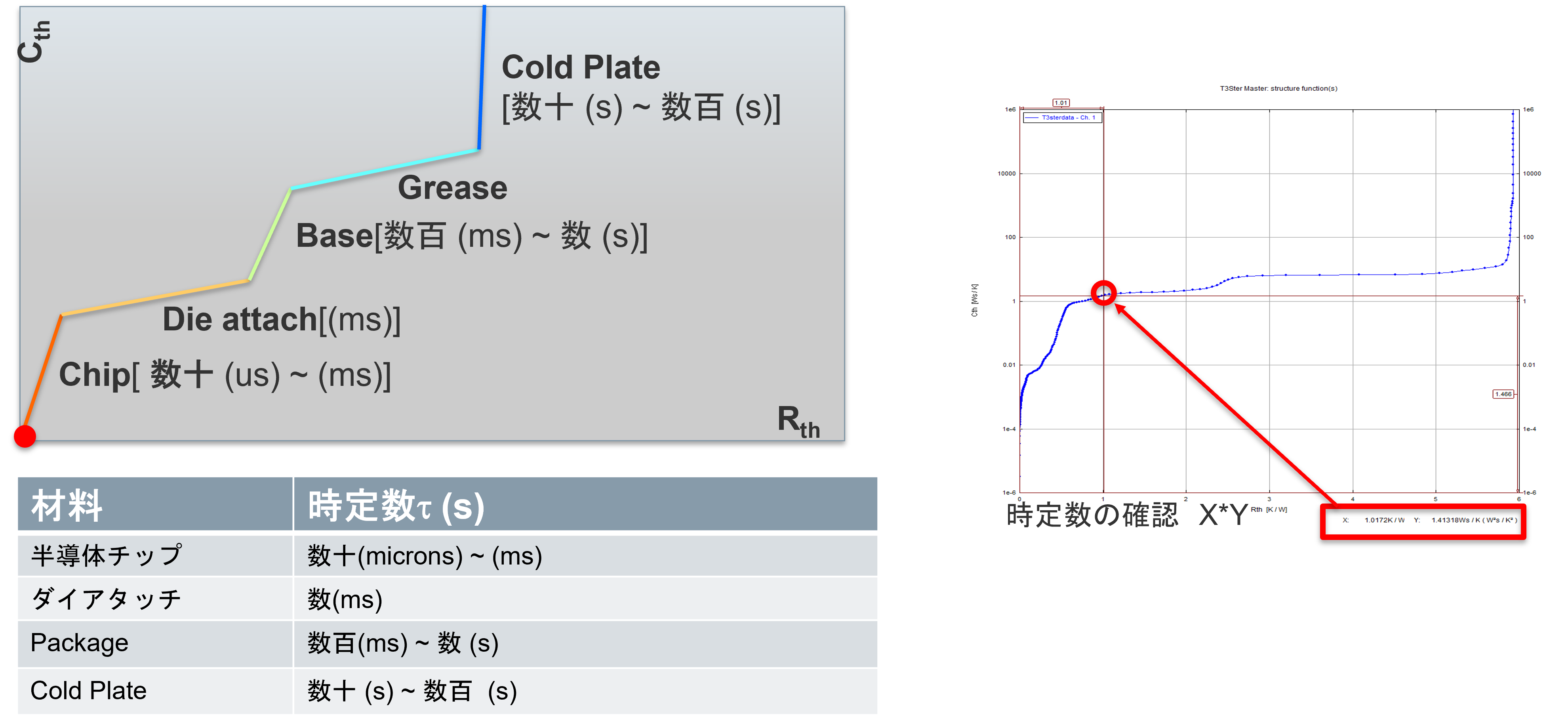
ここでは、半導体パッケージ内部の各部材の時定数のオーダーを示しています。チップの時定数は数十μsにくらべて、パッケージの外側の時定数は数秒になる場合もあります。構造関数のある箇所での時定数は、グラフの横軸の値と縦軸の値を掛け算することで求めることができます。
理想的な界面の熱抵抗はゼロです。しかし、現実ではそのような界面は存在せず、小さな熱抵抗が存在します。
この界面の熱抵抗は小さいけれども、熱の流れの妨げになります。特にパワーデバイスなどは電流密度も大きいので小さな界面熱抵抗もクリティカルなものなります。
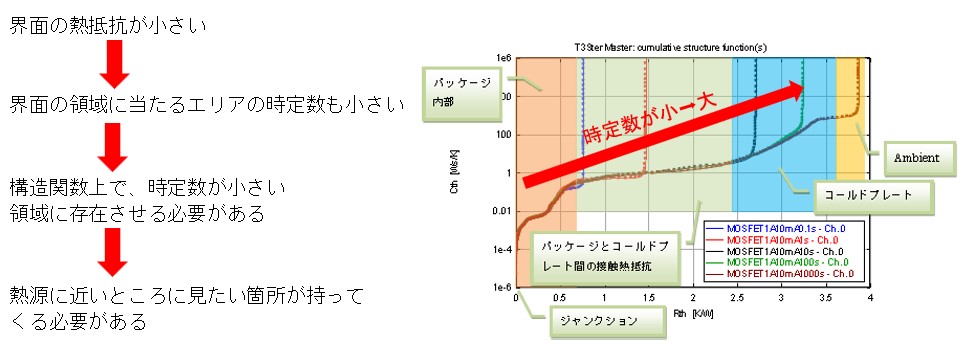
界面の熱抵抗は小さいので、時定数も小さくなります。構造関数上では時定数の小さいものは熱源近辺でしか観測できません。時定数の小さいものの影響は、時定数の大きいものの後にあったとしても、発熱源から見ると、放熱に影響しない、ということを意味します。
発熱源がないサンプルの測定には、別途発熱源を準備する必要があります。このような場合良く使われるのは、セラミックヒーターやパッケージ化されているMOSFETなどの電子デバイスです。
しかし、こういったデバイスはパッケージの外側になると時定数が大きくなります。
今回測定したいのは、時定数が小さい界面熱抵抗値です。こういったパッケージを発熱源として使って測定しても、界面の小さい時定数は大きなパッケージの時定数の中で隠れてしまい、構造関数上確認することができません。
そこで我々が開発した方法は、発熱源としてシリコンのベアチップを使います。ベアチップの時定数は界面熱抵抗の時定数とほぼ同じオーダーなので、測定後に構造関数の中でも熱抵抗値が変化していることが確認できます。
素子の発熱源(チップ)付近に存在する構造ほど、高温にさらされやすく、電源のON/OFFの影響も受けやすい。素子の寿命向上の観点からも界面のボイドがないことが望ましい。そのために、界面熱抵抗を減少させる必要がある。従って、ベアチップを用いた測定によって界面熱抵抗を把握することが重要。
半導体部品の寿命にかかわるのは、接合材料の熱伝導率なのか、接合部の界面状態なのかここで見ていきます。
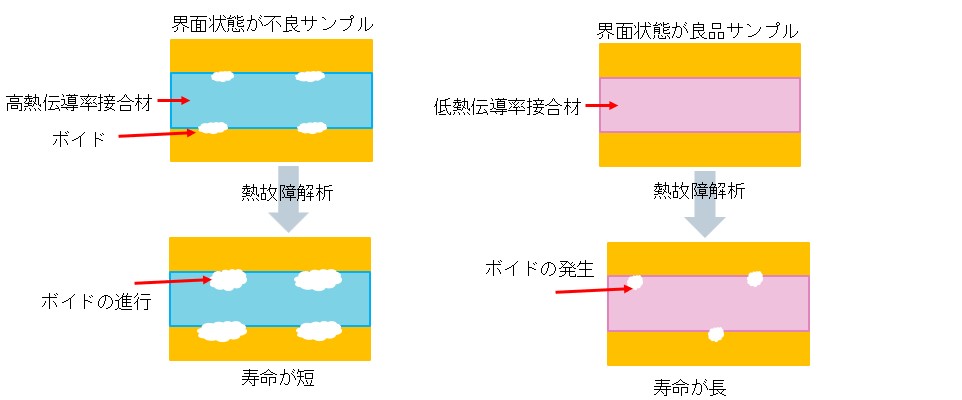
接合材料の熱伝導率が高いけれども、界面にボイドが入っていて接合状態の悪いサンプルと、
接合材料の熱伝導率が低いけれども、界面にボイドが無く接合状態の良いサンプルで熱故障解析を行います。
先に壊れ始めるのは、界面状態が悪いサンプルになります。その理由は、既に界面にあるボイドが進行していくためです。したがって、界面のボイドなどを減らすような研究開発が非常に重要となります。
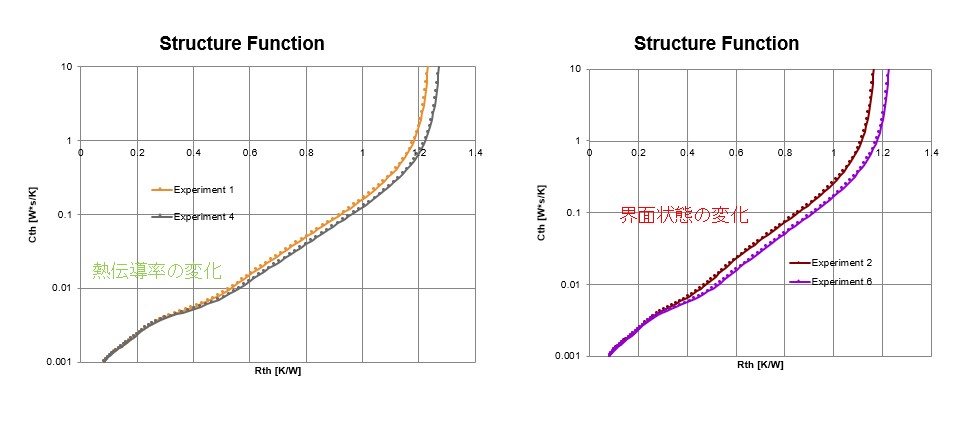
接合材料の熱伝導率の変化と界面状態の変化が構造関数の中でどのように見えているかここで説明します。実験1,4は熱伝導率を変えたサンプルです。実験2.6は界面の熱抵抗を変えたサンプルです。4つのサンプルでは、グラフで確認できるように積分構造関数や微分構造関数に変化が見えています。
積分構造関数上では熱伝導率の変化と界面状態の変化はどのようにみえているでしょうか。2つの状態は、積分構造関数の熱抵抗の変化として見えています。しかし、その熱抵抗の変化が、界面状態から来た変化なのかを見分けるこどができません。
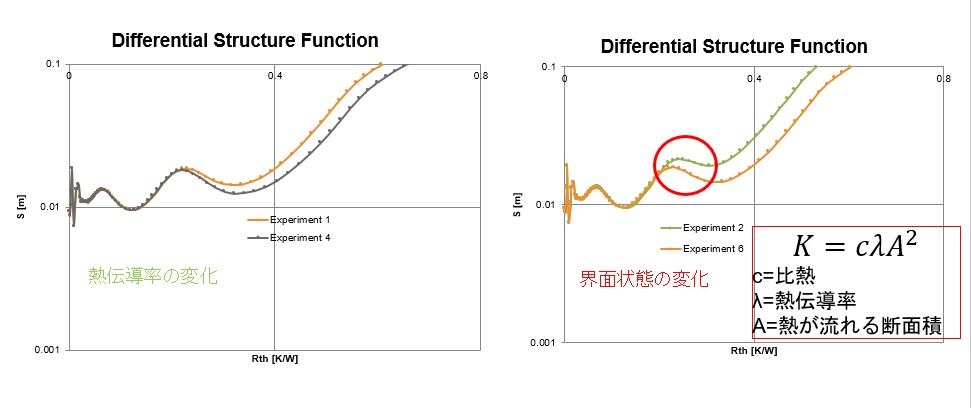
次に、微分構造関数上ではどのように見えているか見ていきましょう。微分構造関数は積分構造関数の縦軸を一回微分したものです。微分構造関数の縦軸は右のグラフ中の式で表すことができます。Aが熱が流れる面積で、縦軸は面積の二乗に比例します。このため、微分構造関数では界面にボイドなどが入っている場合に顕著に表れます。2つの微分構造関数グラフを比較すると、熱伝導率の変化よりも、界面状態の変化の方が大きく見えます。
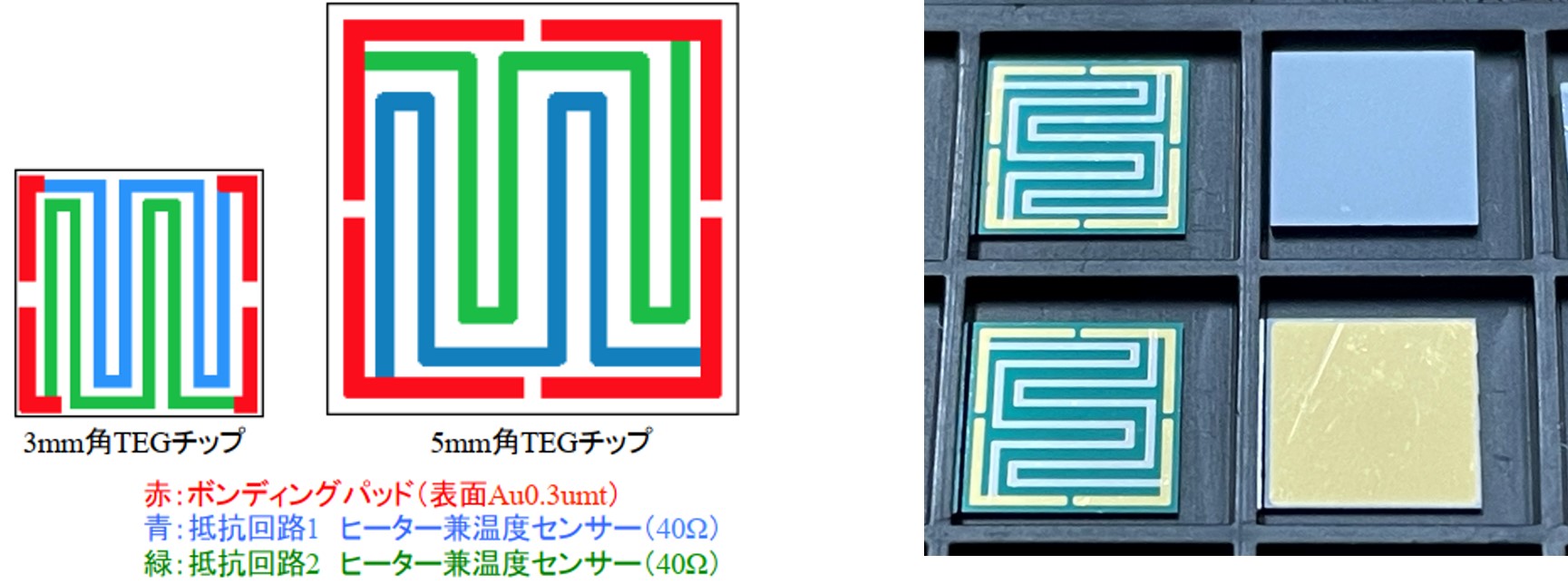
シリコン基板上の抵抗チップをベアチップとして使います。チップの大きさは縦横5mmと3mmのものがあります。抵抗値は40Ωほどです。
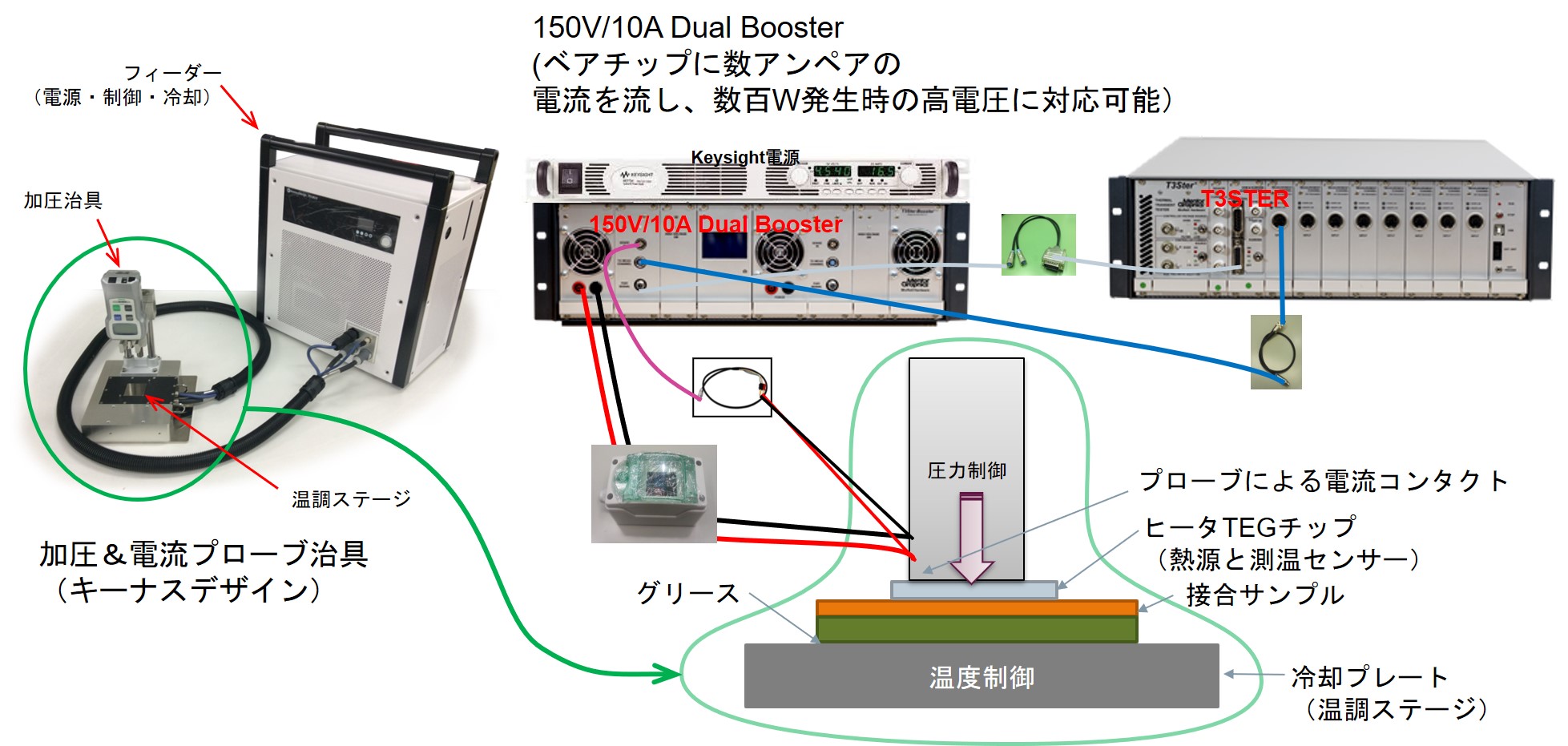
こちらは界面熱抵抗測定用のトータルソリューションになります。シーメンスからT3STERとBoosterを提供します。
熱源のベアチップには、シーマ電子製ヒータTEGチップを用います。ヒータTEGチップは□5mm t400μm上に微細な抵抗パターンが印刷されており、ここに電流線・測定線をコンタクトしつつ、管理された圧力をかける必要があります。キーナスデザインより、ヒータTEGチップを圧力制御しながら固定し、ベアチップに電流を流せるプローブを提供します。こちらの加圧治具には温度制御可能な温調ステージも付いております。
実際の測定は、ヒータTEGチップのみを温調ステージに設置し、温度特性(K-Factor)を取得することから始まります。
この様子は動画でご覧いただけます:その後、上図のように温調ステージに接合サンプルを設置し、その上にヒータTEGチップを設置して構造関数の測定を行います。
ヒータTEGチップ用加圧治具の詳細を見る